养殖大棚钢架怎么焊(钢构入门—栓焊(螺柱焊)详解 不看不知道……)

1、栓焊原理
栓焊是在栓钉与母材之间通以电流,局部加热熔化栓钉端头和局部母材,并同时施加挤出液态金属,使栓钉整个截面与母材形成牢固结合的焊接方法。
2、栓焊种类
(1)电弧栓焊:是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区内。电弧栓焊还可分为直接接触方式与引弧结(帽)方式两种:直接接触方式是在通电激发电弧同时向上提升栓钉,使电流由小到大,完成加热过程。引弧结(帽)方式是在栓钉端头镶嵌铝制帽,通电以后不需要提升或略微提升栓钉后再压入母材。
陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氮、氧的侵入,并防止熔融金属的飞溅
(2)储能栓焊:是利用交流电使大容量的电容器充电后向栓钉与母材之间瞬时放电达到熔化栓钉端头和母材的日的。由于电容放电能量的限制,一般用于小直径(≤12mm)检钉的焊接。
3、栓焊过程
栓焊过程可以用(图1)表示
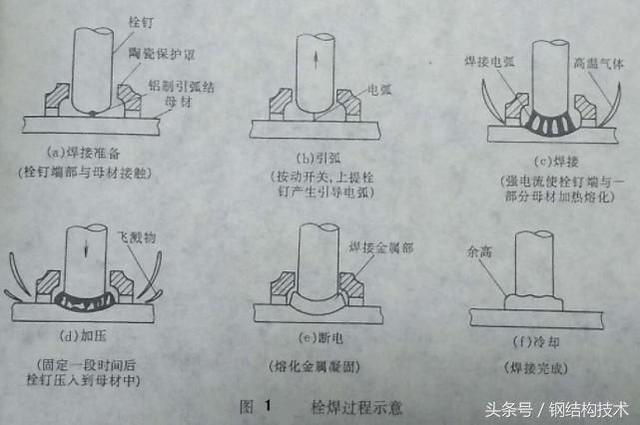
(1)把栓钉放在焊枪的夹持装置中,把相应直径的保护瓷环置于母材上,把松钉插人瓷环内并与母材接触;
2)按动电源开关,栓钉自动提升,激发电弧;
(3)接电流增大,使栓钉端部和母材局部表面熔化;
(4)设定的电弧燃烧时间到达后,将栓钉自动压人母材;
(5)切断电流、熔化金属凝固,并使焊枪保持不动;
(6)冷却后,栓钉端部表面形成均匀的环状焊缝余高,敲碎并清除保护环。

4、栓焊设备
电弧栓焊设备由以下各部分组成
1) 以大功率弧焊整流器为主要构成的焊接电源
2) 断电开关、时间控制电路或微电脑控制器;
3) 由栓钉的夹持、提升、加压、阻尼装置、主电缆及电控接头、开关和把手组成的焊枪;
4) 主电缆和控制导线,由于栓钉焊接要求快速连续操作,大容量的焊机一次电缆截面要求为60m(长度30m以内),二次电缆要求为100m2(长度60m以内)
储能焊机则以交流电源及大容量电容器组为基础,其他部分与电弧栓焊机相似。
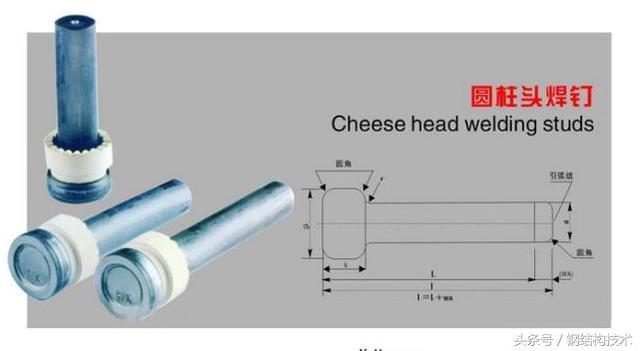
5、栓钉(焊钉)
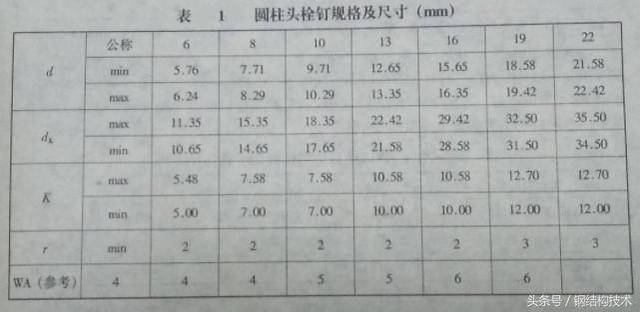
(1)栓钉的外形尺寸。建筑钢结构工程使用的栓钉,一端为圆柱头,另一端镶有铝制引弧结,其形状及尺寸按照《圆柱头焊钉》的规定如(图2)及(表1)
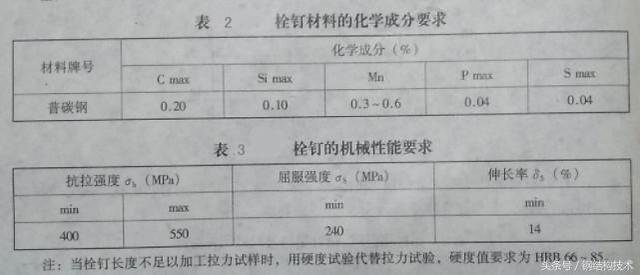
(2)栓钉材料的技术要求。按照GB10433-89的规定,栓钉用材料的化学成分应符合(表2)的要求,其机械性能应符合(表3)的要求。
(3)栓钉成品的质量要求。应无有害的皱皮、毛刺、裂纹、扭弯、锈蚀等。
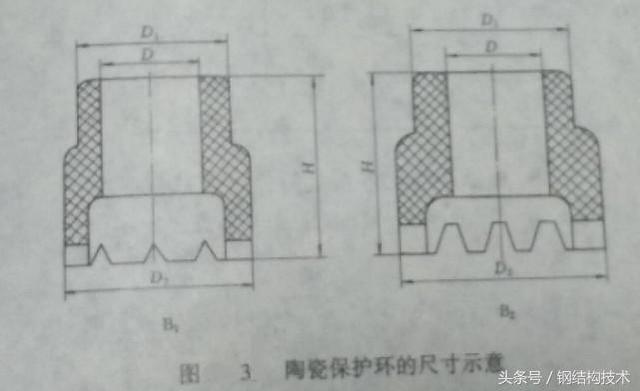
(4)保护瓷环。陶瓷保护环的要求按照GB10433-89的规定,具体内容见(图3)所示。瓷环的尺寸公差,应能保证与同规格焊钉的互换性
6、栓焊工艺
栓焊工艺参数主要为电流,通电时网、检钉伸出长度及提升高度、根据栓的直径不同以及被焊钢材表面状况、镀层材料选定相应的工艺参数,一般栓钉的直径增大或母材上有镀锌层时,所需的电流、时间等各项工艺参数相应增大。被焊钢构件上铺有镀锌钢板时(如钢混凝土组合楼板中钢梁上的压型板)要求栓钉穿透镀锌板与母材牢固焊接,由于压型板厚度和镀锌层导电分流的影响,电流值必须相应提高。为确保接头强度,电弧高温下形成的氧化锌必须从焊接熔池中充分挤出,其他各项焊接参数也需相应提高。提高的数值还与镀锌层厚度成正比。各种栓钉规格常用工艺参数见(表4)
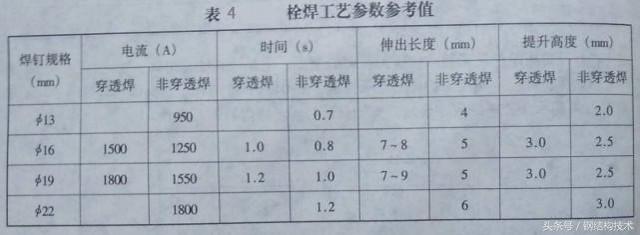
(表4)中所列的锌板穿透焊工艺参数值,对镀锌板厚度,镀锌量以及镀锌板与
母材之间问家的适应性是有一定限度的,日本建筑学会曾提出一个公式表达以上各因素的影响程度,可以作为参考
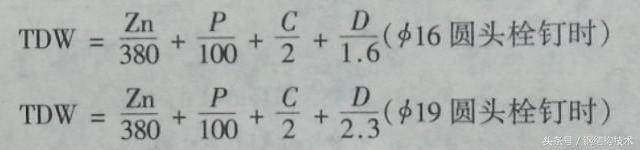
式中Zn-镀锌量(g/m2)
P-涂膜厚度
C—压型板与母材之间的问隙(mm)
D--压型板的厚度(mn)
当TDW<1.0时,焊接性良好
当TDW<2.0时,焊接性较差,必须谨慎施工;
当TDW≥2.0时,焊接性较差,难于施工
使TDW值在20mum以下,设计者要远调配各参数。创如板厚达到12m并采用一要求的275g/m2的键锌显(双面)时,要满足TDw<20。则压型板与母材的间隙小于0.8m(Φ19mm时)而压板厚度大时板形易不规,不平整,造成问增太不宜不用波形较复杂,而刚度装大的压型极型号,或减小钱锌量至小于180g/m2同时地工者还要注意制果顶端标高及钢的挠度,以尽可能减小压型板与修村间才能取得较好的施工质量。
7、栓焊的优点
1)纯焊接时间仅1s左右,栓钉装卡辅助作业时间仅2-3s,生产效率比手工电弧焊效率高几倍。
(2)栓钉的整个横截面熔化焊接,连接强度高。
(3)作业方法简单、自动化,与手工电弧焊相比,操作工人的培训较简易,技能要求不高。
(4)减小了弧光、烟雾对工人的危害。
8、栓焊的应用
栓焊技术已广泛地应用于石化、建筑、冶金、机电、桥梁等工业领域中,如在炉、窑耐火树层与金属壳体的结合和混凝土与金属构件的结合中作为剪力件,以及各种销、柱针、螺母等零件与基体的连接。在钢结构制造与安装中,栓焊技术主要用于钢柱、梁与外浇混凝土以及钢混凝土组合楼板中的剪力件焊接。栓钉的可焊直径可达到25mm。
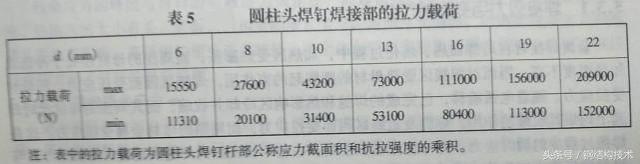
9、栓焊质量要求及检验方法(根据《钢-混凝土组合楼盖结构设计与施工规程》
栓钉焊接接头的抗拉性能应符合(表5)的规定
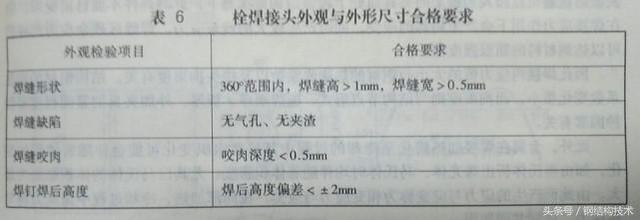
在工程中栓焊的质量要求主要通过打弯试验来检验,即用铁锤敲击栓钉圆柱头部位使其弯曲30°后,观察其焊接部位有无裂纹,若无裂纹为合格。栓焊接头的外观及外形尺寸合格要求则列于(表6)。对接头外形不符合要求的情况,可以用手工电弧焊补焊。
10、栓焊质量保证措施
栓钉不应有锈蚀、氧化皮、油脂、潮湿或其他有害物质。母材焊接处不应有过量的氧化皮、锈、水分,油漆、灰渣、油污或其他有害物质。如不满足要求应用抹布、钢丝刷、轮机等方法清扫或清除。
保护瓷环应保持干燥,受过潮的瓷环应在使用前置于烘箱中经120℃烘干1-2h,施工前应根据工程实际使用的栓钉及其他条件,通过工艺评定试验确定施工工艺参数。在每已受检钉班作业施工前尚需以规定的工艺参数试焊2个栓钉,通过外观检验及30°打弯试验确定设备完好情况及其他施工条件是否符合要求。

栓焊焊工应按新修订的《建筑钢结构焊接技术规程》的规定进行技能考核,并持有相应的合格证a如遇压型板有翘起因而与母材间隙过大时,可用手持杠杆式卡具(图4)对压型板邻近施焊处局部加压,使之与母材贴合。一般间隙不应超过1mm。
看过此文的,还浏览了以下内容
相关推荐
热门排行
- 1柯尔鸭是什么鸭子?2021年养柯尔鸭赚钱吗?
- 2养殖业什么最赚钱农村项目,这6个养殖项目,想农村创业的可以试试
- 3马的繁殖技术
- 4野鸡晚上在哪里?几个捕捉野鸡的小技巧_库百科山鸡养殖
- 5竹鼠种类图片大全_库百科竹鼠养殖
- 6梅花鹿的发情鉴定与配种方法_库百科梅花鹿养殖
- 7水貂皮和貂皮的区别_库百科水貂知识_库百科水貂
- 8鸭子要下蛋的前期反应 新鸭下蛋前的征兆
- 9地锦草的功效与作用:地锦草治糖尿病是真的吗?
- 10常见蜗牛种类大全 蜗牛的种类大概有多少
- 11野鸭子是国家保护动物吗_库百科养鸭
- 12水貂好还是貂好_库百科水貂资讯_库百科水貂
- 132021年最新20张大合集来了,看有没有你认识的?
- 14观赏鱼烂尾烂鳍烂鳞用什么药?
- 1510万元刚需,蓝电E5荣耀版与启源Q05,谁更贴近你的出行需求?
